Industry: UAV / Mining Automation
Client: A professional mining drone manufacturer (Confidential)
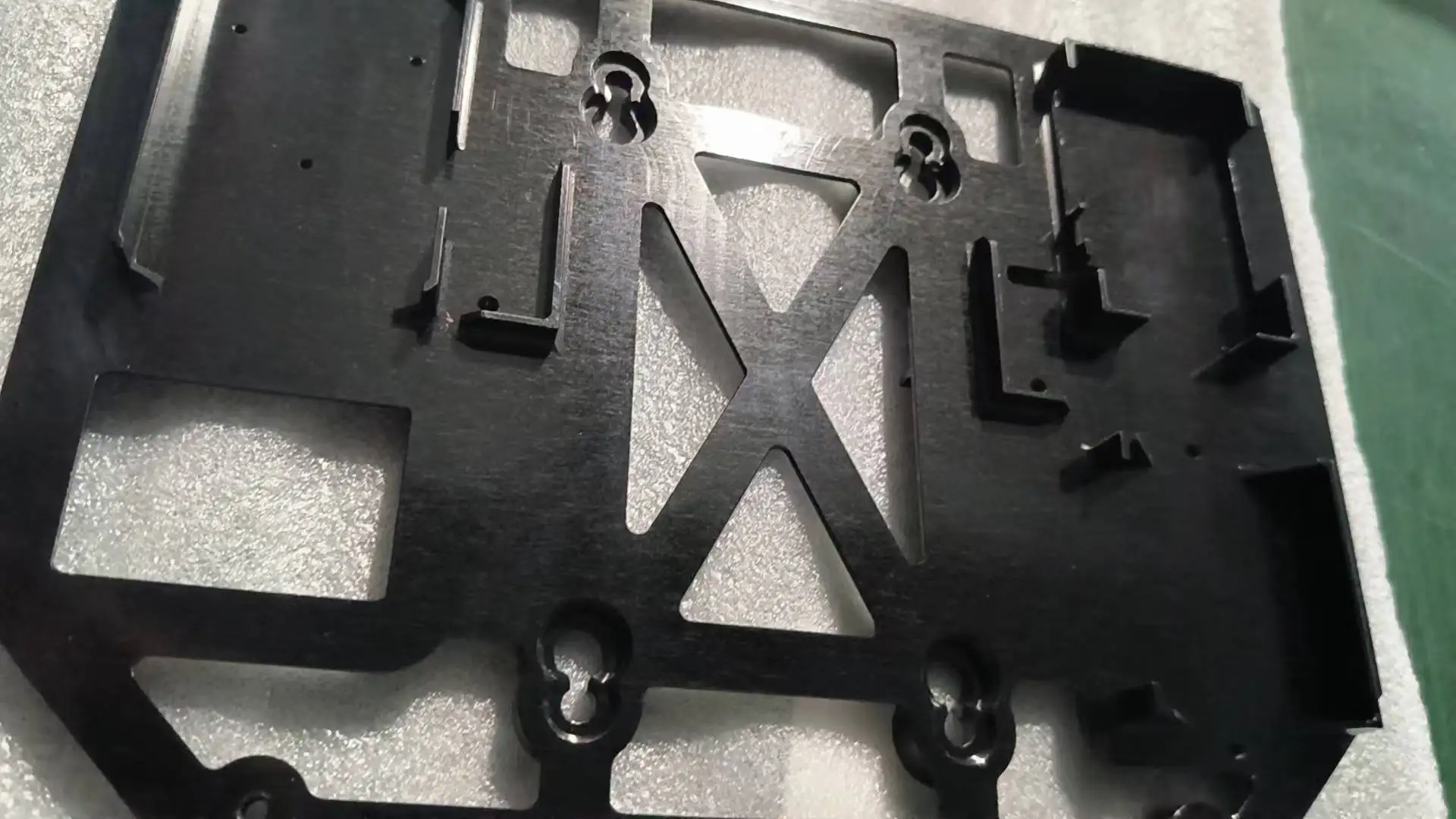
Parts: Carbon fiber tube connectors, aluminum alloy central frames, motor mounting bases (mass production)
Process: 5-axis CNC milling + black anodizing
Quantity: Prototype to small-batch production, 20–50 pieces per item
Lead time: 48 hours for prototypes / 7 days for batch production
Background
Our client develops heavy-lift industrial drones deployed in open-pit mining environments — a field where UAVs must withstand extreme dust, vibration, and temperature cycling while carrying payloads of 150 kg and above.
They approached Lize Precision with a set of structural airframe components that had previously been outsourced to a general machining shop. The result: inconsistent tolerances, cosmetic defects on anodized surfaces, and — most critically — a connector joint that failed during field testing due to poor bore concentricity.
Their lead engineer needed a manufacturing partner who could understand the structural demands of the design, not just read the drawing.
Technical Challenges
1) Carbon Fiber Tube Connector — Interface Concentricity
Requirement: Bore concentricity ≤ 0.02mm; inner diameter tolerance H7 (±0.012mm)
Challenge: The part geometry required simultaneous 5-axis fixturing — conventional 3-axis setups introduced repositioning errors that accumulated beyond tolerance.

2) Center Frame / Bottom Plate — Thin-Wall Rigidity vs. Weight
Requirement: Flatness ≤ 0.05mm across the full plate; no deformation after machining
Challenge: Thin-wall aluminum panels are prone to vibration chatter and springback during machining. Maintaining flatness while preserving the integrity of the lattice ribs required custom workholding and optimized toolpath sequencing.
3) Motor Mount Housing — Batch Consistency for Assembly Line Integration
Requirement: Critical bore diameter tolerance ±0.01mm, consistent across all 30 pieces
Challenge: Batch consistency at this tolerance level demands process control beyond individual part inspection — tool wear monitoring, fixture repeatability verification, and in-process gauging at defined intervals.
Lize’s Solution
- Free DFM review before cutting; suggested minor chamfer modification reducing cutting forces by about 20%.
- Relaxed one internal corner from R0.3mm to R0.5mm, reducing cycle time by 15%.
- 5-axis single-setup machining for all three parts.
- Type II black anodizing, target thickness 10–15μm.
- 100% CMM inspection plus batch report.
Results table
| Metric | Previous Supplier | Lize Precision |
|---|---|---|
| Connector bore concentricity | 0.06mm | 0.013mm |
| Center frame flatness | 0.12mm | 0.038mm |
| Motor mount bore consistency (30 pcs) | ±0.025mm spread | ±0.008mm spread |
| Anodizing surface defect rate | about 18% rejection | 0% rejection |
| Lead time (batch 30 pcs) | 18 days | 7 days |
Client Feedback
“The DFM feedback before production was something we hadn’t seen from a supplier before. It saved us both time and cost. More importantly, the batch consistency on the motor mounts meant we could run assembly without any hand-fitting — that’s the standard we need to scale.”
— Engineering Lead, Mining UAV Manufacturer (confidential)
Closing CTA
Interested in a similar program? Upload your CAD files and get a quote + DFM feedback within 24 hours.
https://cnlize.com/form-page/